1.ACW®溶着(吸光度制御法)
■既存のレーザー溶着法
・レーザー透過溶着法(LTW法)
既存のレーザー溶着法は、レーザー透過溶着法(LTW法)で説明致しましたように、一方をレーザー光に対して透過性(非吸収性)とし、他方をレーザー光に対して吸収性として、レーザー光を透過性の樹脂側から照射する工法です。
照射されたレーザー光は、透過性樹脂を透過して吸収性樹脂に吸収され、発熱溶融し溶着を行ない、その際溶着界面に溶融プールが形成されます。(下左図)
・レーザー吸収法
それ以外で既存のレーザー溶着法としては、レーザー吸収法があります。
レーザー吸収法の原理は、レーザー透過性部材の間に、レーザー吸収体を挟んで、透過性の部材側からレーザー光を照射する工法です。
照射されたレーザー光は、透過性樹脂を透過して吸収体に吸収され、発熱溶融し溶着が行われます。(下右図)
既存のレーザー溶着工法の短所は下記に記します。

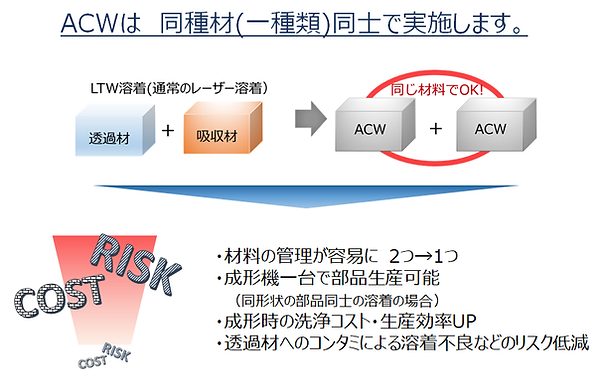
■ACW®溶着法
既存のレーザー溶着法の問題点を解決するために当社では、樹脂材料の透過と吸収のバランスをコントロールすることで、1種類の樹脂材料同士のレーザー溶着を可能とした、「ACW®溶着法」という新しい樹脂溶着工法を開発致しました。
照射されたレーザー光は、樹脂内部まで溶融プールを形成させ、1種類の樹脂材料同士でレーザー溶着が行われます。
吸光度制御法(Absorbance Control Welding)であり、弊社ではACW®溶着法と呼んでいます。(下中図)

2.ACW®溶着の長所と短所
■長所
1.工程管理の簡易化 (Simplify Process)
ACW®溶着法に用いられる部材は、透過と吸収の性質を併せ持つ材料なので、第1・第2の異なった部材は必要ありません。
必要な成形材料は1種類のみです。
2.隙間裕度大、高強度
・樹脂のレーザー溶着法において、成形による樹脂の引けや反りは、接合部分に隙間(ギャップ)を作り溶着不良の原因となります。しかし、ACW®溶着法では、6ナイロンの場合、通常溶着法の4倍の隙間(0.2mm)でも溶着が可能です。
・また、ACW®溶着法の溶融プールは、レーザーを照射された側の樹脂表面より成長を始め、接合面に達して溶着を行います。
この様に大きな溶融プールを形成するACW®溶着法は、従来の溶着法より、高い溶着強度(引張せん断強度)を得ることができます。

3.突合せ溶着で広がる溶着工法
・ACW®溶着法は、同一成形材料の溶着ですから、レーザー照射方向に制限がありません。あらゆる方向からの溶着が可能です。
また、突合せ溶着が可能です。円筒状製品の溶着、ロール成形品等の単一材料の溶着、通常押出成形で作られるパイプ状製品も突合せ溶着で製造が可能です。

■短所

■採用事例

3.Hybrid-LTW®工法
■Hybrid-LTW®工法は,特に大型部品の溶着工法の一つとして2016年10月に発表致しました。
本工法は2007年オリヱント化学工業で発表した、「ACW®工法(吸光度制御法)」と同時期に発明されていました。
現在ではレーザー透過溶着法の課題が顕在化されて、ユーザーニーズに合致する機会を得て提案するに至っています。
本工法はLTW®工法(レーザー透過溶着法)とACW®工法(吸光度制御法)との特長を併せ持った新しい工法となります。
言い換えれば、LTW®工法とACW®工法のお互いの弱点を補完しうる工法となります。

■Hybrid-LTW®工法は、下図に示すように、レーザーを照射する部材(照射層或いは透過層)と吸収される部材(吸収層)の2つの光学的に異なる樹脂組成物から成り立っています。
・レーザーを照射する部材側⇒ACW®工法で用いる光浸透性組成物(ACW®組成物)
・吸収部材⇒一般的に広く使用されている黒色標準成形材料或いは弊社が提案している「eBIND® LAW®-series」
を用いる事により最適化が出来ます。

4.Hybrid-LTW®工法の特長
(1)隙間・ギャップに強い
レーザー樹脂溶着において、成形による樹脂の引けや反りは、接合部分に隙間(ギャップ)を作り溶着不良の原因となります。
本工法はレーザーを照射する部材側に光浸透性組成物(ACW®組成物)を用いているため、レーザー光は樹脂内部を加熱し、樹脂を溶融しながら深部へ浸透し、膨張します。
通常のレーザー透過溶着法では,0.05mm隙間で溶着強度が低下し,僅か0.1mm隙間でも溶着できません。しかし、Hybrid-LTW®工法にて実験した結果では, 0.05mmの隙間でも、通常のレーザー透過溶着法において隙間がない状態と同程度の溶着強度を得ることが確認されました。

(2)大型部材同士の溶着に最適
隙間・ギャップに強いHybrid-LTW®工法であるため、大型部材同士や面精度の低い部材同士の溶着に有利です。
(3)低エネルギー・タクトタイムの短縮 光浸透性組成物(ACW®組成物)同士の溶着と異なり、本工法は光浸透性組成物を照射層のみに活用する事により、吸収性組成物の熱伝導・発熱量が大となり、ACW®工法と比較して、低エネルギー/タクトタイムの短縮が達成できます。
(4)高い溶着強度
本工法はレーザーを照射する部材側に光浸透性組成物を用いているため、レーザー光は樹脂内部を加熱し、樹脂を溶融しながら深部へ浸透し、膨張します。
その結果大きな溶融プールを形成するHybrid-LTW®工法は、通常のレーザー透過溶着法より、高い溶着強度(引張せん断強度)を得ることができます。

(5)Hybrid-LTW®工法の特許権取得
オリヱント化学工業はHybrid-LTW®工法に関する特許権を取得しております。
特許権の有効活用のために、積極的なライセンス活動も展開しております。
■レーザー樹脂溶着に関するお問い合わせは下記よりお願い致します。